VORBEUGUNG DES AUFSTIEGS DER BUTZEN
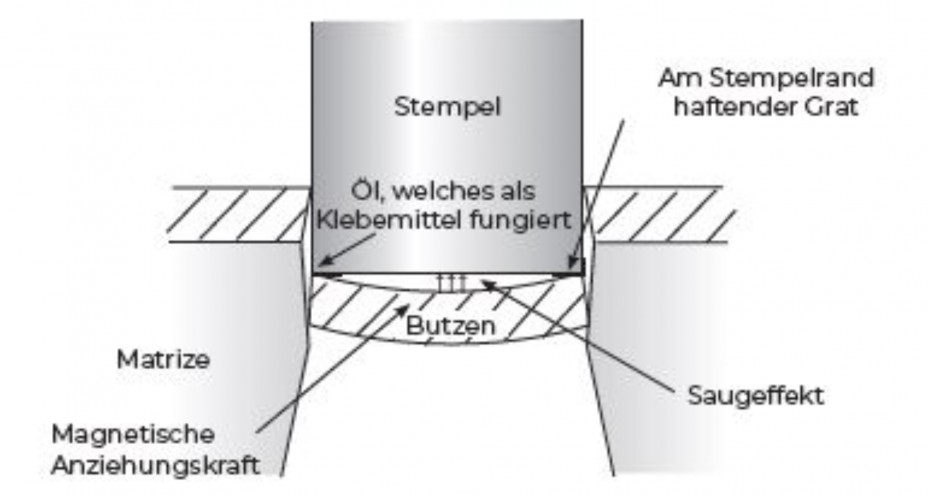
Warum steigen die Butzen auf?
• Saugeffekt zwischen Stempel und Butzen
• Das Öl fungiert wie ein Klebemittel
• Magnetische Anziehungskraft
• Der Grat bleibt am Stempelrand haften
LÖSUNGEN MATRIZEN
ANTI SLUG MATRIZEN
Rolleri Werkzeuge verwenden Anti Slug Matrizen als Standard
Mit Ausnahme von: Werkzeuge für die Blanking Verarbeitung, Matrizen mit einer minimalen Breite von weniger als 2mm, bei absatzförmige Stanzwerkzeuge, Matrizen mit weniger als 0,1mm Rasterfreiheit.
.jpg)
.jpg)
{kind=link}
{kind=link}
.jpg){kind=link}
.jpg){kind=link}
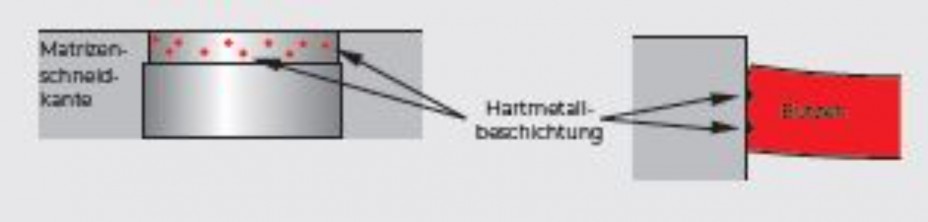
Depositron Oberflächenbehandlung
Durch elektrische Entladung des Hartmetalls entstehen kleine Unebenheiten auf der Schneidkante der Matrize, die den Aufstieg des Butzen verhindern. Unsere rundförmigen Matrizen, 2.5 - 4.5mm Ø werden standardmäßig mit Depositron behandelt. Wir empfehlen die Depositron Oberflächenbehandlung bei Aluminium oder wenn das Matrizenspiel kleiner als 0.1mm ist.
{kind=link}
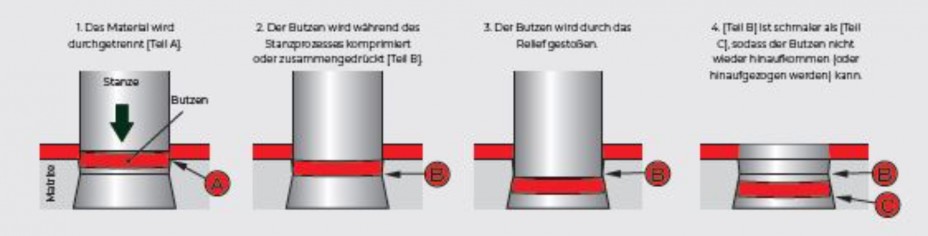
Gerade - mit Kegelmatrize
Geradlinige Matrizen mit angeschrägten Öffnungen. Diese Art von Matrize empfiehlt sich für die Blanking Bearbeitung. Matrizen mit Abmessungen/Durchmesser von weniger als 2mm, für absatzförmige Matrizen und Matrizenspiel mit weniger als 0,1mm.
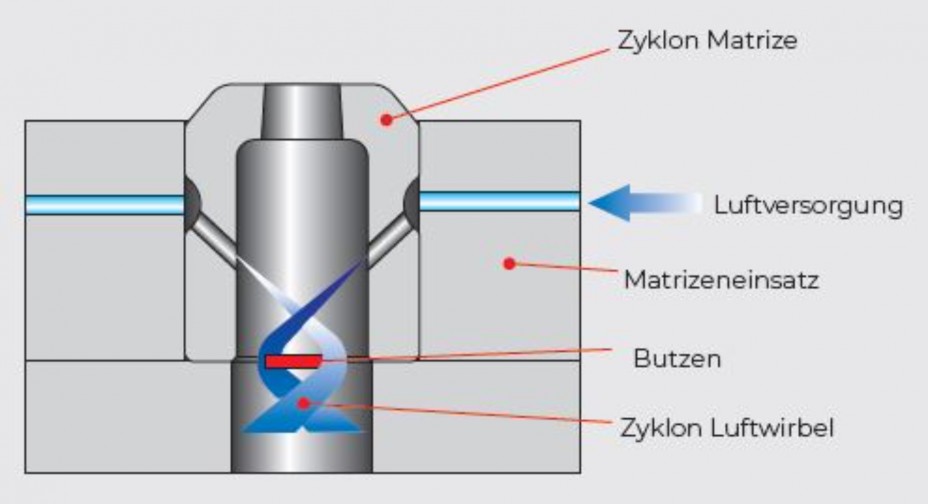
Zyclon Matrize (Kompatibel mit Amada Power Vakuummatrizen)
Die Zyclon Matrize hat kleine Neigungslöcher, um einen Zyclon-Luftstrom zu liefern und um einen starken Vakuumbereich unter der Matrize zu bilden. Dieses Vakuum verhindert das Hochziehen des Butzens. Dies funktioniert nur, wenn die Stanzmaschine mit Vakuum-Matrizen-Option ausgestattet ist.
{kind=link}
LÖSUNGEN STEMPEL
SCHERSCHLIFFE

Dachschliff
Zur Reduzierung der Stanzkraft und des Lärms, durch Anbringung eines zusätzlichen Winkels von 2° (oder 5°) auf der Stanzschere. Einfach zu Schleifen.

Negativer Dachschliff
Verhindert die Berührung von Stempel und Matrize, wenn die Stanzschere im Einsatz ist. Bester Scherschliff zum Schneiden und Nibbeln. Bruchanfälliger wegen eines scharfen Brennpunktes beim Durchstechen von dickem Material. Schwierig zu schleifen ohne dementsprechende Vorrichtungen.

Konkaver Schliff
Bester Scherschliff zum Schneiden und Nibbeln. Bruchanfälliger wegen eines scharfen Brennpunktes beim Durchstechen von dickem Material. Schwierig zu schleifen ohne dementsprechende Vorrichtungen.

Scher Gebiss Schliff
Verhindert die Berührung von Stempel und Matrize, wenn die Stanzschere im Einsatz ist. Der Scher Gebiss Schliff wird bei langen Schneidwerkzeugen (z.B. 80x5 oder 110x5) verwendet.

Scher Vier-Wege Schliff
Bester Scherschliff für quadratische Werkzeugformen, die Kerben herstellen und daher nicht mit vollem Stanzhub arbeiten. Dieser besondere Scherschliff hält das Trennkraftverfahren zentral und vermeidet somit problematische Querbelastungen.
.jpg)
Scherschräge Schliff
Nur für Typ R2 (Trumpf) Werkzeuge.
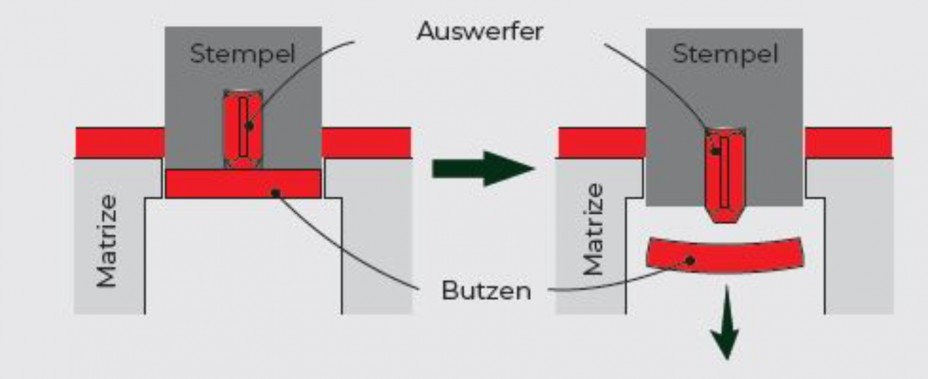
Auswerfer
Durch eine Auswerfereinrichtung wird der Butzen nach unten gedrückt. Standardmäßig erfolgt die Installation bei rundförmigen mit über 4mm Ø und bei den anderen Formen mit über 6mm Breite. Bitte kontaktieren Sie uns, wenn Sie besonders dickes oder hartes Material mit kleinem Stempeldurchmesser stanzen müssen.
{kind=link}